產品介紹
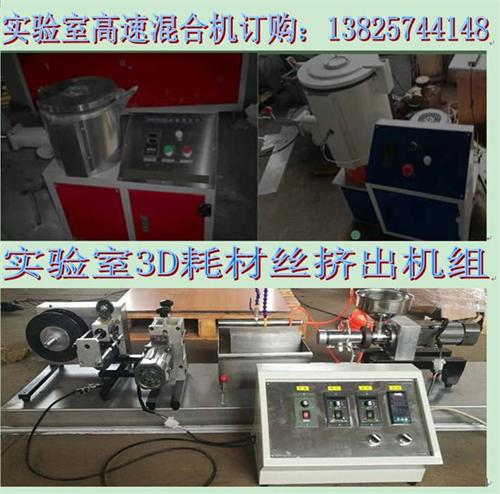
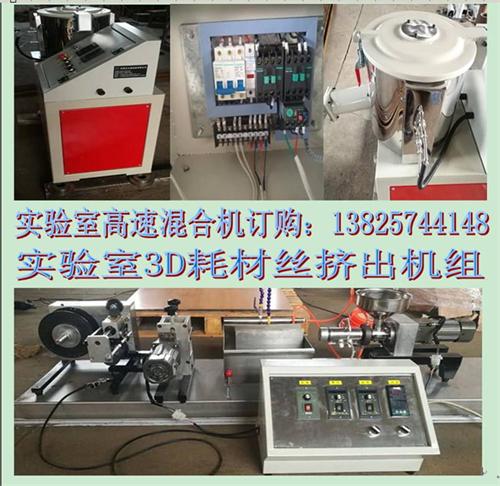
廣東實驗室小型擠條機/小型擠出機:采購咨詢:138-257-44148 邵經理.
螺桿、機筒 采用38 CrMoAlA,并調質及氮化處理(內表面滲氮研磨HV720),屏障形兩級混煉通用螺桿,氮化層深度 - ,表面粗糙度 ,螺桿直線度: ,螺筒開槽,增強冷卻水套。
螺桿直徑 20mm
螺桿長徑比 10:1
壓縮比 3
主電機功率 120W
主電機調速 調速器
機筒加熱和冷卻 采用不銹鋼外殼加熱器
加熱 1區
產量
減速箱 行星減速機
一、開機前的準備工作
1、用于擠出生產的物料應達到所需干燥要求,必要時還需進一步干燥。
2、根據產品的品種、尺寸,選好機頭規格,按列順序將機裝好,裝機頭法蘭、模體、口模、多孔板及過濾網。
3、裝上芯模電熱棒機頭加熱圈,檢查用水系統。
4、調整口模各處間隙均勻,檢查主機與輔機中心線是否對準。
5、啟動各運轉設備,檢查運轉是否正常,發現故障及時排除。
6、開啟電熱器,對機頭,機身及輔機均勻加熱升溫,待各部分溫度比正常生產溫度高10度左右時,恒溫30~60分鐘,使機器內外溫度一致。
二、開機操作
開機是生產中重要的環節,控制不好會損壞螺桿和機頭,溫度過高會引起塑料分解,溫度太低會損壞螺桿、機筒及機頭。開機步驟如下:
1、以低速啟動開機,空轉,檢查螺桿有無異常及電動機、安培表電流無超載現象,壓力表